The aluminum extrusion process produces a single bar with a unique uniform engineered “cross-sectional profile” for the entire aluminum extruded bar’s total length. The most significant considerations are design, logistics, and aluminum extrusion price when considering aluminum extrusions. There are two distinctly different aluminum extrusion process “markets”; architectural and components (such as heat sinks, heat pipes, and extruded enclosures). The requirements in manufacturing, finishing, logistics, and especially the customer requirements, are significantly different for these markets. On this page, we are going to discuss:
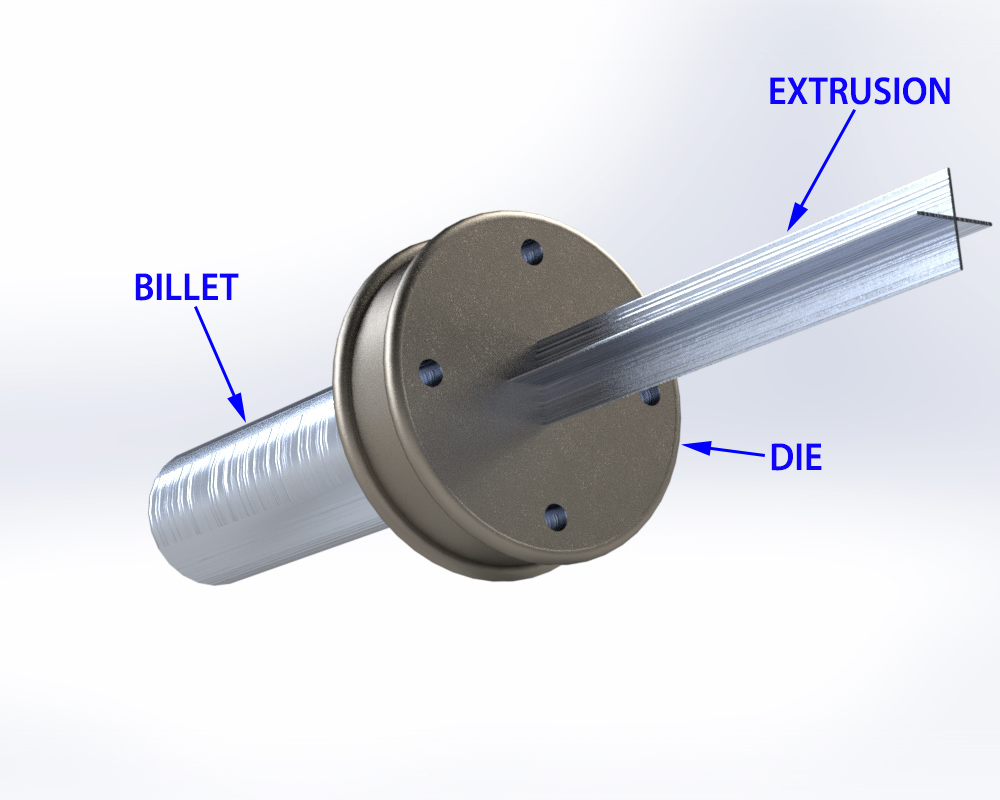
First, let us discuss what the aluminum extrusion process is?. This process is fundamentally simple and has a quick turnaround. Especially when you compare it with forging and casting since it is designed to produce just 2-dimensional aluminum extrusion profiles. A simple die is manufactured with the female profile to create the male aluminum extrusion profile. This die is designed to push around a cylindrical log or billet using a large hydraulic ram against the die, extruding the aluminum profile, thus forming the extrusion.
For more detail, step by step on the aluminum extrusion process, please see the below:
Second, now let us talk about the two aluminum extrusion process markets. If you are a buyer or engineer, you need to consider these markets in selecting a supplier that will meet their unique requirements.
Extrusions that fit the architectural category are in long lengths. These “finished aluminum extrusions” are typically 1ft to 20 ft ++ in length. This aluminum extrusion process market is used for window & door frames, curtain walls, window louvers handrails, structures for the building and construction industry, guide rails for the manufacturing process, or a simple leveraged component. The very minimal secondary processes that are required are processes such as cutting powder coating, anodizing, or plating.
For this aluminum extrusion process market, the cost is driven by material, large quantities, and especially LOGISTICS. Due to the sizable order requirements, logistics is the most significant cost factor to consider. The more competitive suppliers set up manufacturing facilities close to their products’ consumers to reduce logistics costs. This means that you should be looking for a near-source manufacturing company or an “off the shelf” product to get the lowest possible cost to the consumer of architectural types of extrusions.
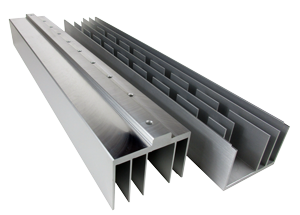
When considering components, heat sinks, or heat pipes, these parts could be from ¼” to 24″ in length with a unique OEM profile.
First architectural extrusion manufacturers will want to produce a minimum of a few thousand feet. This puts most component manufacturers beyond an architectural extrusion manufacturer’s reach unless they purchase 2000+++ parts.
Second, architectural extrusion manufacturers do not focus on detailed machining in the aluminum extrusion process. This includes matching cavities, faces, drilled and reamed holes, and finishing complicated machined shapes. These processes take a multitude of specific machines to produce each unique customer requirement.
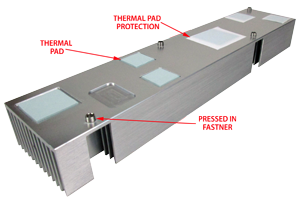
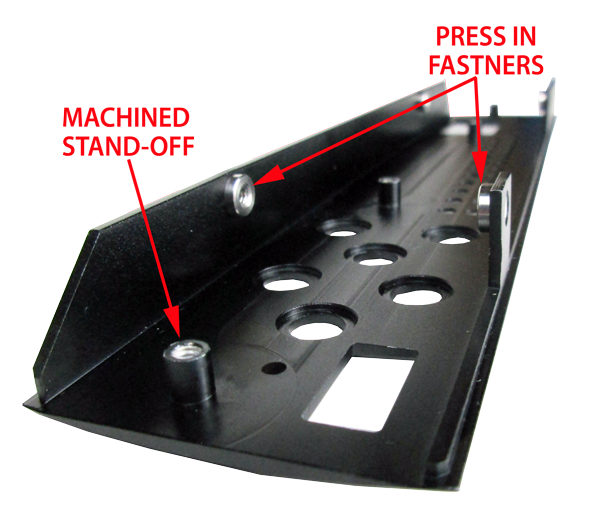
Third, architectural extrusion manufacturer usually does powder and wet coating, simple black and clear anodizing. However, not many anodized colors, Alodine, nickel, chrome, and other plating’s, thermal Pad Installation, EMI bead installation, Fastener, and PEM installation. Also, some aluminum extrusion customers are looking for heat sinks that incorporate heat pipes that are a combination of a heating pad and heat sink or require friction welding or high thermal conductivity thermal epoxy. For these processes, customers need to look at custom aluminum extrusion manufacturers that focus solely on extruded components, extruded housings, and Heat Sink/heat Pipes.
These contract manufacturers in the aluminum extrusion process markets typically also run much shorter extrusion runs. This is to meet the customer’s lower quantity requirements. Last, since these types of extrusion customers have smaller parts, the shipping cost is insignificant, so a close location is unnecessary.


If you have an architectural aluminum extrusion in the aluminum extrusion process market, look for an extrusion manufacturer that can meet your requirements with the lowest logistics cost to your required delivery point. If you require a specialized aluminum extruded component, look for an extrusion contract manufacturer that can perform all your unique requirements IN HOUSE at your required manufacturing QUANTITIES. Do not be force-fed something less than you require or be force-fed to outsource secondary processes beyond a single-source control of your aluminum extrusion supplier.
Ionthis is a FULL-SERVICE contract manufacturer specializing in aluminum extruded components, extruded enclosures, heat sinks, and heat pipes. Being a FULL-SERVICE contract manufacturer means that Ionthis can provide you with a finished part.
We are a one-stop-shop including machining, PEM/Fastener installation, surface finishing (brushed aluminum and beaded aluminum), Plating (Anodizing, Chromate, Alodine, nickel, and so on) & silk screening and engraving, thermal pad installation, silver solder, friction welding, thermal epoxy and more. The significant advantage of this is you now only have one source responsible for your quality and on-time delivery needs. This eliminates having to resend your part for secondary processes to multiple vendors.
Ionthis is also a “Cradle to Grave” manufacturer, which means we produce smaller quantities to meet your initial market needs. As your product matures, we continually give you suggestions (process changes, material changes, sub-assemblies) to reduce your cost giving you an improved sales advantage. Ionthis can do both!
For a DFM/Analysis of your Extrusion Heat Sink, Enclosure, or Component or assembly, feel free to contact Ionthis at engr@ionthis.com.
On the page above, we discussed traditional Aluminum Extruded Heat Sink manufacturing. Depending on our customer’s thermal management requirements, the below thermal management components might be more suitable. We will discuss the design and manufacturing of the advantages of using.
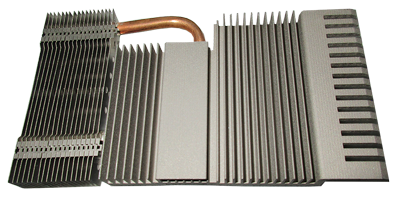
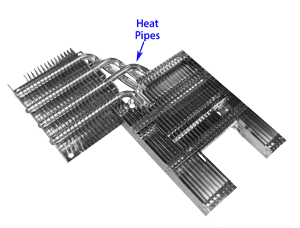
Heat Pipes are a heat transfer component that utilizes a sealed copper tube with deionized water in a vacuum. By doing a Vacuum, it a lower boiling point of the deionized water. The water at the heat source, the evaporator, turns to vapor and travels through the heat pipe to the cooling source, the condenser. This cooling source is like a traditional heat sink in a better location to be cooled.
The vapor then turns back to a liquid and travels back to the heat source, and the cycle repeats itself. One advantage of using Heat Pipes is that the design is very flexible and easy to adapt to the user’s requirements while being one of the most efficient ways to transfer heat.
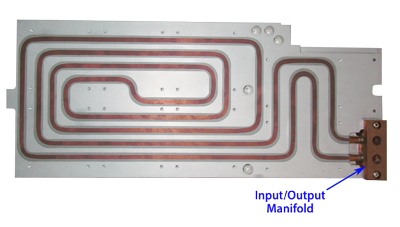
Liquid Cooled Cold Plates utilizes copper tubes pressed in and either brazed or thermo-epoxy into an extruded plate. These copper tubes are pressed flat to allow the most amount on the surface for thermal heat transfer. These tubes can be in a serpentine loop back and forth or a manifold pattern. The liquid is circulated to a downstream radiator to cool the liquid. Liquid-cooled cold plates are used with high heat electronics that require a high heat transfer coefficient.
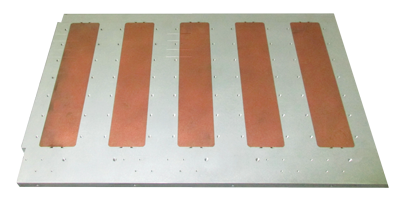
If there is a high concentration of heat in a small area and just aluminum will not allow enough heat transfer, Spreader Bars are a possible economical solution. Spreader Bars utilize solid copper bars or plates inserted into an aluminum plate or traditional heat sink to move heat rapidly away from the heat source than just plain aluminum can provide.
Folded Fins utilizes thin, folded sheet metal and brazed or thermal epoxied on a plate. There are many advantages to using Folded Metal Heat Sink Designs. First, many materials can be used. These materials include but are not limited to Copper, Copper Alloys, Steel, Stainless Steel, Nickel Alloys, Inconel, and Aluminum. Second, many different configurations can be manufactured since they are manufactured by folding a continuous strip of sheet metal.
Examples of these configurations are flat or round crested, louvered, wavy, and many more to improve thermal performance. Third, they are much lighter than traditional extruded heat sinks. Last, the NRE cost is low compared to other designs. Last, you extend your cooling surface area within a small amount of usable space by folding metal.
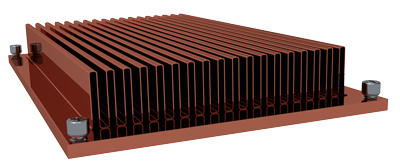
Bonded Fin Heat Sinks usually have forced air cooling. This design’s key benefit is fin height to the space between the fins is very high, as much as 40:1, significantly higher than traditional extruded heat sinks. This is because the fins are cut out of sheet metal and then boded perpendicular to the mounting plate. The material can be either copper or Aluminum.
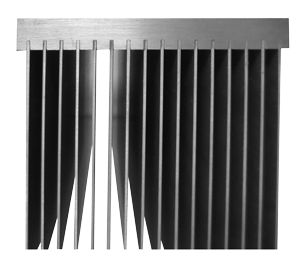
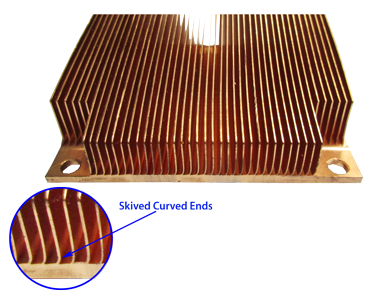
Skived Heat Sinks are manufactured from a Skive Machine. This particular Skive machine takes a thick plate of Aluminum or copper. It utilizes a unique “V” shaped tool that shaves a fin off the surface and then bends the fin to be perpendicular, leaving a small curved end at the fin to base interface to the surface and then repeats. The advantages of this design are, first, the high fin height to the fin space ratio. Second, very thin fins can be produced. Third, since the Skive tool is used over numerous designs, thus NRE is very low. Last, since there is no solder or epoxy used, this is a single-piece material, the thermal is low.
Stamped Sheet Metal Heat Sinks are economically stamped from sheet metal either from a CNC, Laser, or traditional mold stamping process. This process produces a very economical heat sink with minimal heat dissipation. Materials that can be used are Copper, Steel, Stainless steel, and Aluminum.
To discuss which thermal management option best suits your needs or for a DFM/Analysis of your thermal management component or assembly, feel free to contact Ionthis at engr@ionthis.com