6 BEST Tips on Successful Sheet Metal Fabrication
Are you unsure how to approach your sheet metal fabrication project? If you fail, your entire project could be blown. Mistakes made during the fabrication process are often impossible to rectify.
If you want to avoid the pitfalls most novices face, learn from the experts before you begin. In the sections below, you will find 6 tips from master fabricators. If you want to ensure your project goes off without a hitch, read on.
1. Pick the Right Material
Your material costs and labor costs are the most significant costs in sheet metal fabrication. Plan to use stock sizes for your metal. If you are purchasing sheet metal in the USA sheet metal, you will purchase the thickness in a sheet metal gauge. Overseas you would purchase material in a metric thickness. It will save you up to 20% on metal costs when purchasing stock sizes.
Note that Sheet metal thickness gauges are based on the weight in pounds per square foot per inch of thickness. This means that to the novice, the interpolated thickness of the material will look funny. Also, note when considering a sheet metal fabrication project, the sheet metal thickness gauges for steel are based on a weight of 41.82 pounds per square foot per inch of thickness that the gauge thickness of aluminum and steel are different.
You also must choose your metals carefully. Assuming size and thickness are comparable, as far as the raw material cost, Carbon Steel is your least expensive type of sheet metal, followed by Aluminum, then Stainless Steel. More expensive choices include Brass & Copper.
Aluminum is the lowest in manufacturing cost, followed closely by Carbon Steel and Stainless Steel is the most expensive. This is because aluminum and steel basically up to 1/4″ can use a CNC sheet metal turret press and press break were on stainless steel anything above 1/16″ you must laser cut it the use a press brake which the laser cutting is a slower and more expensive process. As for the traditional sheet metal punch press, stainless steel must have a more robust expensive mold and higher ton capacity traditional sheet metal punch press.
If you have your heart set on a certain type of metal, ask yourself why. Is it a functional choice or a stylistic choice? If it’s stylistic, can you achieve the same results with powder coat, platings, anodizing or zinc-rich coating of industrial paint sheet metal fabrication needs?
If that’s the case, calculate the price difference. It might just save you a significant cost.
2. Limit Your Use of Tight Tolerances for Sheet Metal Manufacturing Designs
More than a few surfaces of your design will rarely be critical to your sheet metal fabrication product’s function. Unfortunately, most inexperienced engineers build their prototypes using unnecessary tight tolerance call-outs on every dimension, such as:
- Hole diameters
- Distances
- Radii
- Etc.
Unfortunately, the tighter call-outs you include in your design will cost the more expensive the finished product. Instead of falling into this trap, only include features and surfaces critical to your project’s function.
Just think of it this way: if you want to fabricate a piece of sheet metal, a flat, unadorned sheet would be the least expensive. Each bend, countersink, hem, and the hole will increase the price. The more work you make for your manufacturer:
- More complicated traditional sheet metal punch press mold.
- More work the CNC turret Punch press must perform
- More complicated and time-consuming bends on the sheet metal press brake
- having to utilize the more expensive laser cutting over CNC turret punch press
- longer programming and set up a time/cost
- Higher scrap rate!!!!
The more you will have to PAY for your sheet metal fabrication.
Get back to the basics. Strip your design down to the bare minimum For your sheet metal manufacturing project.
3. Use a Stock Gauge for Sheet Metal Fabrication Manufacturing
Once again, using a standard option will save you big bucks in the long run. Every sheet metal fabricator offers slightly different options. The most common sheet metal gauge for the USA or standard millimeter thickness overseas for manufacturers runs up to one-quarter inch (6.35mm) thick. The thickness of the wall all depends on the project and the geometry of the part.
Thicker metals limit the angle of the bend you can achieve on a press brake. If the bend is too sharp, not only is it difficult to achieve on a press brake or even a traditional sheet metal punch press, it creates microscopic cracks in the metal. The cracks leave the metal brittle and easy to break.
You can also outright tear the metal. Many press brakes or traditional sheet metal mold punch press cannot be set up to make such bends. You run the risk of expensive setups and long production times.
If you want any complicated fabrication, just stay away from thick stock. Choose the thinner, more pliable metal.
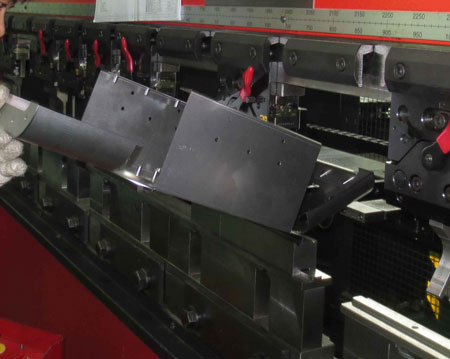
4. Keep a Uniform Orientation to Your Bends
Fabrication machines, press brake, and traditional sheet metal punch press have their limits. One of these is their inability to bend an object in a different direction without reorienting it first. Each time your manufacturer needs to adjust your sheet metal physically, it will cost you.
Instead, make sure all your bends located on the same plane bend in the same direction. If you keep those bends in the same radius, it will save you even more money. You might be surprised just how much the extra step in your bending and reliefs will cost you
5. Simplify Your Folds
In general terms, the more complicated your design, the more it will cost you. To save your pocketbook, simplify the angles you use in your bends. A good rule of thumb for best sheet metal folds is to choose a radius equal to or greater than the thickness of the metal you use.
Small bends on thick parts are less accurate than on thin parts. Avoid the small bends if you’re using thick parts unless they’re absolutely necessary. If they aren’t, head back to the design of your sheet metal fabrication process and see if you can work around them.
6. Other Quick and Dirty Rules to Sheet Metal Fabrication
Below you will find the most common specifications that novice fabricators mess up. Follow this quick and dirty chart, and it will save you both money and hassle.
Minimum Clearance Between a Hole and Bend or Hem: Place holes at a distance at least equal to the radius of the Bend or Hem plus the thickness plus 2.5X the material thickness. Bend radii should be equal to, or greater than, the radius of the curl plus 6 times the thickness of the metal.
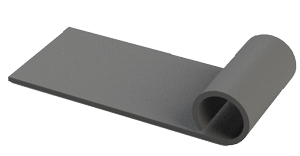
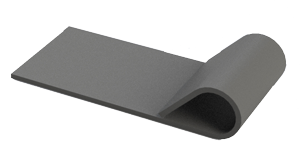
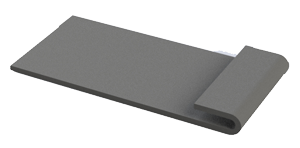
Keep the outside radius of your Rolled Hems (Curls) to at least twice the thickness of the metal.
Sheet Metal Fabrication Hem Styles
Hole Size: To prevent breakage of the punch the hole size must be equal or larger than the thickness of the material,
ideally 2-1/2 x the size of the hole
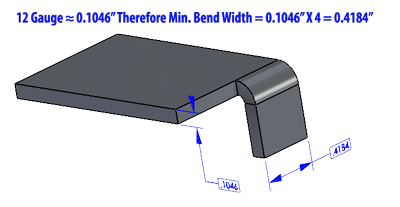
Flange Width: Should not be smaller than 4 times the thickness of the material
Bend Radius: This depends greatly on the material and the equipment; however, the radius must be at least the thickness of the material.
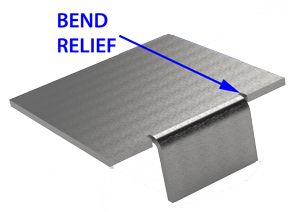
Bend Relief: In sheet metal fabrication, when bending a flange on the inside of the sheet metal edge, a relief must be used so as not to distort or tare the metal. The relief should be the length of the radius or greater, and the width should be as this as the material or longer.
Countersinks: Separate each countersink from other countersinks by a distance equal to, or greater than, 8 times the metal’s thickness. They should also be separated from the corners by at least 4 times the thickness of the metal. They should be separated from a bend by at least 3 times the thickness of the metal or from an edge by 4 times the sheet metal thickness.
The depth of your countersinks should be no more than 3.5 times the thickness of your metal.
Tabs and Notches: In sheet metal Fabrication, keep your notches at least one-eighth of an inch away from each other. If you bend the notches, they need to be at least 3 times the thickness of the metal plus the bend radius. Tabs need to be 0.04 inches away from each other or more.
What’s Next?
As you can see, sheet metal fabrication can make for a tricky project. The key is to map out your needs, step by step. Start with the final product design and work backward, determining each step you need to accomplish that goal and discuss you concept with a contract manufacturer.
If you have more questions or you would like to discuss your sheet metal fabrication with an expert, reach out to us today with any questions you might have or a DFM analysis on your concept.
You can also see our bogs at and others at Feedspot Top 30 Industrial Manufacturing Blogs.
I thought it was interesting when you explained that materials and labor are what cost the most when it comes to metal fabrication. If I were to guess, I would imagine that there are a lot of machines that can be used that will make the work of fabrication a lot easier. It would be interesting to learn more about the different types of machines and what they do in metal fabrication.
G’day Thomas, we do explain in more detail the sheet metal manufacturing processes and the machines used on Sheet Metal Fabrication Process
My dad liked this article because you said that you need to make sure that all the bends will be facing the same direction on the same plane. Recently he became really curious about metal fabrications services and how they could help him in his projects. He said that he would love to find a local company that would help him finish some of them since he cannot do it by himself.
I’m glad that you explain that the most significant costs of metal fabrication are the labor and the material. In order to know all your expenses, it might help to start by finding a metal fabrication service. This way, you can figure out which ones fit your budget, and then you could get their help with choosing the best materials for both cost and the project you’re working on.
You Can see our capabilities for sheet metal fabrication at Ionthis Inc/Sheet Matal Fabrication
Thanks for mentioning that you should understand why you’re choosing a certain type of material to get fabricated. My cousin is considering looking for stainless steel fabricators because he’s thinking of constructing a metal shed to install in his backyard to house his mechanic tools for his job. I think it’s wise for my cousin to consider hiring a reputable professional that can help fabricate the materials he needs to build the most durable shed possible.
Fabricating with metal sheets does seem like it would be hard. Thanks for explaining that you will want to try to make uniform bends in the metal. Personally, I would want to get an expert to help me do any fabrication work. It seems like it could be tricky and dangerous.
It’s good to know that your design will cost you more depending on how complicated it is. I have this design that will make dog doors more efficient. I’ll find a sheet metal manufacturer and see how much it would cost for them to make the parts.
It is great blog post. helpful and Informative blog. Thanks for sharing these information with us.
It was helpful when you said that you can save 20% when using stock sizes. My husband was telling me last night about how he is needing to find a sheet metal fabrication service for his company in a couple of weeks, and he wanted to know some tips on how to make it successful. I’ll make sure to pass these tips along to him once he finds a sheet metal fabricator to work with.
I can imagine that it could be really useful for a business to ensure that they use the best materials when building. Getting them made by a professional could allow them to work more effectively. It was interesting to learn about how there are different styles of hem that can be made with a radius that is 6x the thickness of the metal.
Thanks for sharing that each bend, hem, and hole will increase the price of a piece of sheet metal. It would be nice to get some new parts for my project. If that happens, I’ll be sure to see how much it would cost to make them exactly how I need them.
Thank you for sharing that choosing the right material for your metal fabrication project can save you a lot. It is great to use stock sizes that can greatly help to reduce the overall cost to produce the finished products. I would like to think if a company needs to produce some components from metal, they should hire a reliable steel service by providing the right material in stock sizes.
I can understand how a business could really benefit from getting some sheet metal to use in their projects. Getting some help from a professional could be really useful, and allow them to be more productive. It was interesting to learn about how the design can be more cost-effective by simplifying the angles in the bends and work around small bends with thick metal.
It’s great that you emphasized the importance of choosing the right metal fabrication material by calculating the price difference with various possible materials. My husband plans to contact a sheet metal fabrication service for a project he’s doing. I’ll share this advice with him and suggest that he compares the quality and prices of various materials soon. Thanks!
I can understand how a business could really like to get some metal in order to be more effective, and useful. It could be really useful for them to get some help from a professional in order to have more material. I liked what you said about how different bends can be affected by how thick the metal is to prevent any tears in metals.
It’s great that you mentioned how important it is to select the right material for your manufacturing needs. One of my cousins is in the manufacturing industry, and the other day he mentioned he needs to find a supplier for certain pieces. He says he hasn’t gotten any luck finding a good supplier, and I think reading your article might come in handy for him. Thanks for your tips about how to successfully deal with a manufacturing business.
You made a good point that uniform orientations will help have more accurate results when it comes to custom steel fabrication. I might need to have some sheet metal piece made for me soon because I might need them for my current metalworking project. I’m looking for pieces that are a bit thicker than usual because I wouldn’t want them to bend easily.
Very valuable post!
Agreed with you, ensure every one of your twists situated on a similar plane twist a similar way. On the off chance that you keep those curves in a similar sweep, it will set aside you much more cash. You may be amazed exactly how much the additional progression in your bowing and reliefs will set you back
I like that you pointed out that keeping the metals bent in the same direction will ensure that you can save money in the long run. I guess I should consider this when I entrust my gate to a manufacturer. It will definitely fit my limited budget to create the gate we need to protect our home.
It really helped when you said that it would cost less if the designs would not be complicated. I will share this tip with my husband now that he is looking for stainless steel fabrication services this weekend. It’s for the construction of the metal gate we wanted for the property, but we are on a limited budget at the moment that is why this tip would definitely help us a lot.
Thanks for pointing out that material costs and labor costs are the most significant costs in sheet metal fabrication. I would imagine that any construction company would need quality tools and materials to produce the best results for their clients. I think they should look for a reliable facility that can provide quality metal fabrication services for their organization at a competitive rate.
It really helped me when you said that the most important cost in sheet metal fabrication is the material costs and labor costs. I heard my uncle is looking for metal fabrication for some modification of some equipment in his newly opened bakery. These tips will be his best reference in looking for the best metal fabricators in town.
How helpful to know that a simple design will make your sheet metal fabrication cost-efficient. I am starting an industrial business this year and getting my equipment ready. I will find a good sheet steel service close by.